Линия изготовления заготовок протекторов
Фирма Контакт-М производит модернизацию протекторных линий
Поточная линия ИРУ-16Б (протекторный агрегат) по производству профилируемых деталей сборочного производства завода грузовых шин.
Общая схема линии ИРУ-16

Задача реконструкции: новое исполнение линии с разработкой и внедрением современной системы управления.
Методы реконструкции:
1. Оснащение линии частотно-регулируемыми приводами переменного тока компании на базе частотных преобразователей FR-A840 фирмы «Mitsubishi Electric».

2. Разработка и внедрение новых систем:
- измерения ширины заготовки,
- погонного взвешивания заготовки в потоке,
- штучного взвешивания,
- мерного реза,
- видеонаблюдения.

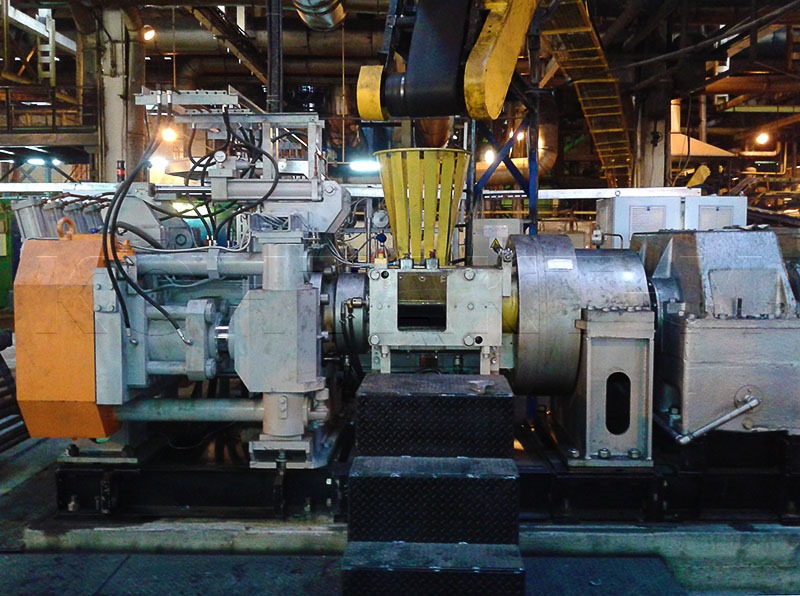
3. Привязка к линии модернизированной машины МЧТ-250 (г. Тамбов).




4. Применение ПЛК «S7-300» фирмы «Siemens», панельного компьютера (контроль технологических параметров линии, ведение базы по заготовкам, генерация отчетов), сенсорного панельного промышленного моноблока «IPPC-112» (управление весовыми системами с функцией визуализации данных).


5. Использование информационных табло для индикации параметров заготовки.
Результат реконструкции:
- Новая элементная база.
- Повышение эксплуатационных характеристик оборудования, надежности и ремонтопригодности.
- Улучшение качества управления.
- Возможность гибкого изменения технологического процесса.
- Снижение затрат на обслуживание и энергопотребление.
- Повышение производительности линии и качества продукции.
Состав протекторного агрегата ИРУ-16Б:
- Машина червячная теплого питания МЧТ-250 (комплектно со станцией тепловой автоматики) для профилирования ленточного материала.
- Весы для взвешивания погонного метра ленты заготовки.
- Устройство для маркировки, указания типа и размеров ленты заготовки.
- Устройство для зачистки поверхности ленты заготовки.
- Устройство для промазки ленты заготовки.
- Установка для охлаждения ленты заготовки.
- Станок для резки ленты заготовки на детали определенной длины.
- Весы поштучного взвешивания протектора.
- Транспортная система из 11 ленточных транспортеров.
- Система контроля за параметрами оборудования.
- Система визуализации.
- Система видеонаблюдения.
Порядок изготовления заготовки протектора:
- на червячном прессе протекторной машины шприцуется из «тёплых» резиновых смесей бесконечная лента с соответствующим поперечным сечением;
- от шприцмашины лента заготовки поступает на приемный транспортер, где происходит её взвешивание для определения веса одного погонного метра, маркировка с указанием типа и размеров заготовки и подача на шероховальное устройство;
- с приемного транспортера протекторная лента поступает на установку промазки, где последовательно производятся промазка её клеем, сушка и искусственная усадка;
- после установки промазки лента поступает в холодильную установку, в секциях которой подвергается интенсивному охлаждению с помощью струй воды;
- далее, после холодильной установки, лента поступает к отрезному станку, на котором производится автоматический рез ленты на профдетали необходимой длины;
- от отрезного станка протектор направляется к отборочному транспортеру, где производится обдув заготовок сжатым воздухом от остатков воды и за счет увеличенной скорости транспортера создаётся интервал между отдельными заготовками, необходимый для взвешивания на весовом рольганге;
- после отборочного транспортера протектор поступает на платформу контрольных весов, где взвешивается перед укладкой и транспортировкой на склад сборочного производства.
Краткие технические характеристики протекторного агрегата ИРУ-16Б:
| Максимальная ширина протектора, мм | 800 |
| Максимальная толщина протектора, мм | 40 |
| Максимальная масса протектора, кг | 80 |
| Возможная длина получаемых протекторов, мм | 4000 |
| Скорость движения протекторов, м/мин | 4-16 |
| Установленная мощность электродвигателей, кВт | 247 |
| Габаритные размеры, мм: | |
| – длина | 58000 |
| – ширина | 3075 |
| – высота | 4230 |
| – Масса агрегата, кг | 37200 |
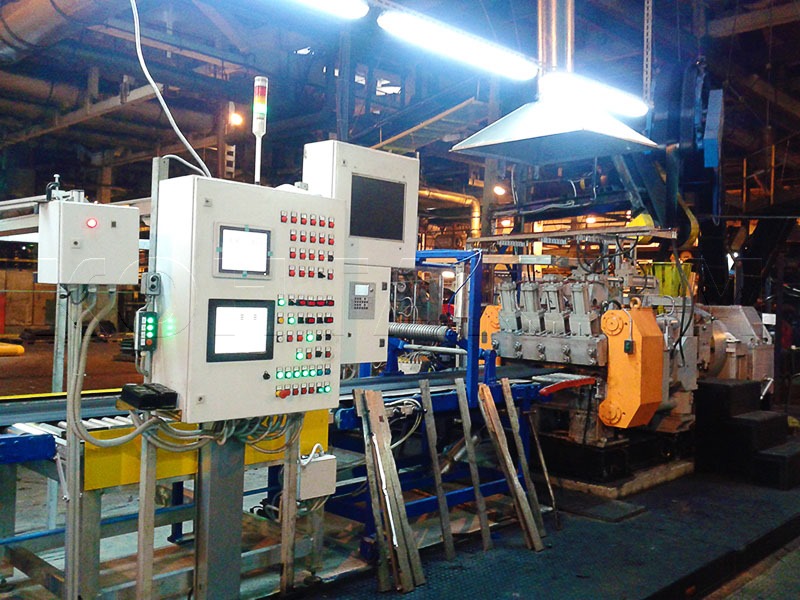
Система управления линии осуществляет централизованный контроль, измерение и визуализацию параметров состояния данного технологического объекта на любом из его участков, архивацию и защиту данных. Система построена на базе программируемого логического контроллера Siemens S7-300. При работе линии используется многосвязное автоматическое регулирование. Управление линией производится с главного пульта через панельный компьютер и дополнительные панели операторов.
В 2011 г. внедрена в производство линия ИРУ-16Б №2 (фото через 6 лет эксплуатации)

В 2016 г. внедрена в производство линия ИРУ-16Б №1
